
Metals undergo lots of industrial processes to attain the desired requirements. Since stock metal might be unusable in its state, it has to be turned into a usable state. Metal stock can either pass through hot or cold rolling to gain a usable form.
What Is Cold Rolling?
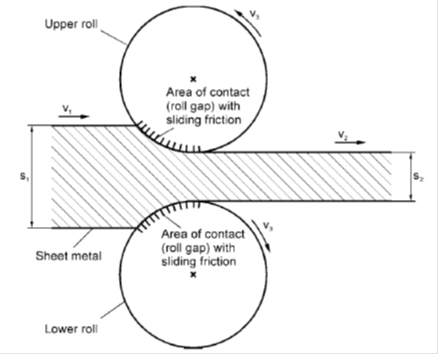
Cold rolling is a metal forming process where a stock or sheet metal is compressed and squeezed between rollers at temperatures below the recrystallization level. The magnitude of compression determines the hardness and thickness of the finished material.
Various conditions like quarter hard, half-hard, full hard, and skin-rolled determine the value proposition of the end product. In full hard, half-hard, and quarter hard, the metal stock is reduced by up to 50%. In skin rolling, the metal stock is reduced by 0.5 to 1% to achieve to a smooth surface.
Rods, bars, strips, and sheets are most commonly cold-rolled products. This process increases the strength and hardness of a metal by up to 20%. Also, it promotes higher tolerance and enhances the metal surface finish. Cold-rolled materials have higher strength compared to hot rolled and cluster-milled ones.
Some applications of cold rolling include;
- manufacture of automobile parts
- highly formable appliance parts
- good-dent resistance parts
- computer-cabinet hardware
- metal filing cabinets
- exhaust pipes
- school lockers
Generally, all materials that require subtle finish pass through cold rolling. This process promotes good dimensional accuracy and tight tolerances.
What are the Possible Defects of Cold Rolling?
Compared to hot rolling, cold rolling has advantages of excellent mechanical properties, accurate size, and good surface quality. However, metal surfaces might exhibit the following defects;
Cold-rolled Strip Abrasions
These are grazes, tears, grooves, or scratches of differing sizes that arise either during or after cold rolling. Cold-rolled strip abrasions run in the rolling direction and can be open or closed. Accidental surface damage is the primary cause of these defects. Hard dirt on guides and strip presses together with scrapping past sharp corners of edges also causes the appearance of abrasions.
Flat strips
This phenomenon occurs when the center of the metal stock undergoes a more substantial reduction than the edges. Longitudinal slits occur on the metal sheet, with each slit length increasing towards the edge.
Quarter and Center Buckling
Quarter buckling occurs due to stress in the metal sheet caused by non-parabolic bending of the work rolls. In this phenomenon, fibers are elongated in the quarter regions. Quarter regions are the portions between the center and edge of the metal sheet.
Excessive use of force on roll bending on the quarter areas also leads to this defect. When the compression exceeds an absolute value on a particular area leads to buckling. If the center is longer compared to the edges, it creates center buckling.
Alligatoring
This defect is caused by the non-homogenous flow on the thickness of the metal. When the surface is subjected to tensile deformation, the metal might split along its width. While this phenomenon is common in hot rolling, it also occurs in cold rolling in materials such as aluminum.
Edge Cracking
This is a common defect in metal plates, slabs, and ingots. It occurs mainly due to uneven deformation or limited ductility of the metal stock. Cracks occur on the edges leading to a defective piece. Also, metals with irregular physical and chemical composition might show edge cracks when subjected to cold rolling.
Why Blackstone Advanced Tech is Your Ultimate Metalworking Partner
Are you looking for a defect-free cold metal rolling? If yes, Blackstone Advanced Technologies helps you attain flawless end materials. With tailor-made engineering processes, experienced staff, and perfect, up to date machinery and industrial tools, we help clients achieve excellent results.
For more tips on metal forming, read our blog. If you need any help, contact us, and we will be ready to help.
{{cta(‘c8cdbd15-9926-483e-9184-8cd5021973d9′,’justifycenter’)}}
Discover more from Blackstone Advanced Technologies, LLC
Subscribe to get the latest posts sent to your email.


